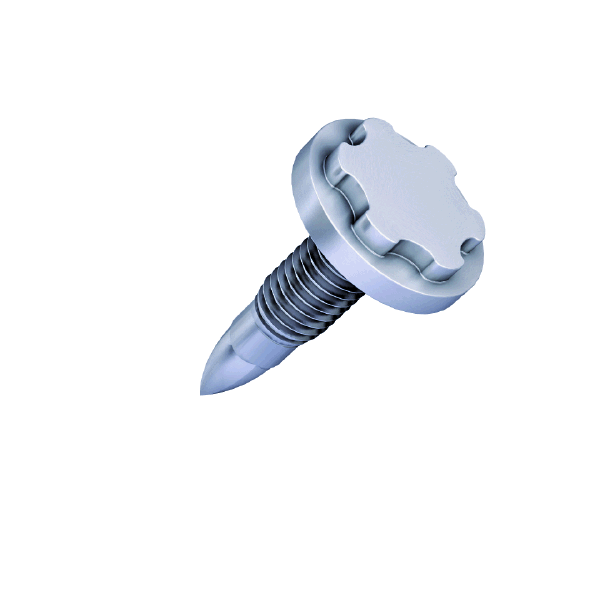
Flow Drilling Screw Technology
Installation into aluminum or steel sheets without the need for pre-punched or drilled holes
Hole alignment issues minimized
Chipless thread forming
High safety window between installation and stripping torque
High shear and pull-out resistance
Dynamic in high vibration applications
Compatible with metric machine screws for service
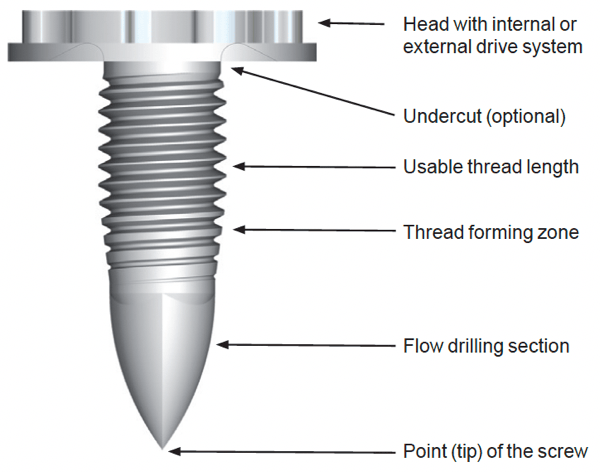
Multiple point designs available depending on application requirements
Head undercut present to capture upward material flow
Unique head-drive combinations for maximum assembly efficiency and fastener weight control
Joint thicknesses without clearance holes are limited to 6mm
Suspectable to detrimental clearance hole collisions
Joints are not leak-resistant
Long installation time
Generate significant debris in certain materials
Inconsistent material flow in brittle castings
Today’s designers continue to search for ways to maximize product performance and efficiency. One approach that is being taken in the automotive industry and elsewhere is lightweighting. The utilization of thinner and lighter materials like aluminum can bring about significant weight reduction. The joining of these materials is critical to meet or exceed current performance levels. There have been many advancements in fastening technologies for these thin sheet joints. However, the majority of products require two-sided access for installation. The Semblex FDS® flow drill screw was developed as an innovative single-sided fastening solution for these lightweight, thin sheet joints.
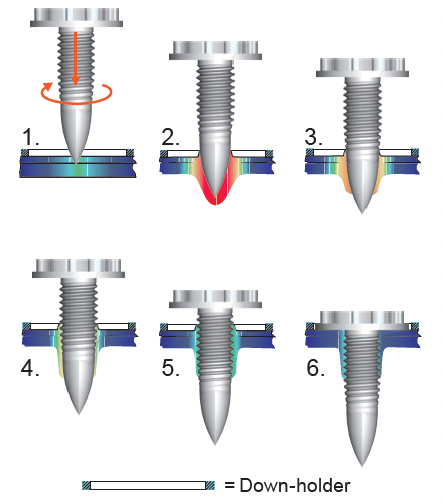
FDS® Assembly without Clearance Holes
FDS® Assembly with Clearance Holes
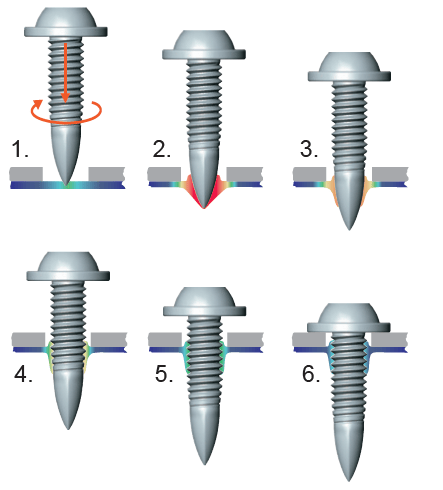

FDS® assembly requires high-speed automated drive systems that control and adjust speed, torque, axial load, and depth throughout the multi-stage installation process.
Programmed assembly parameters are dependent on the following joint characteristics:
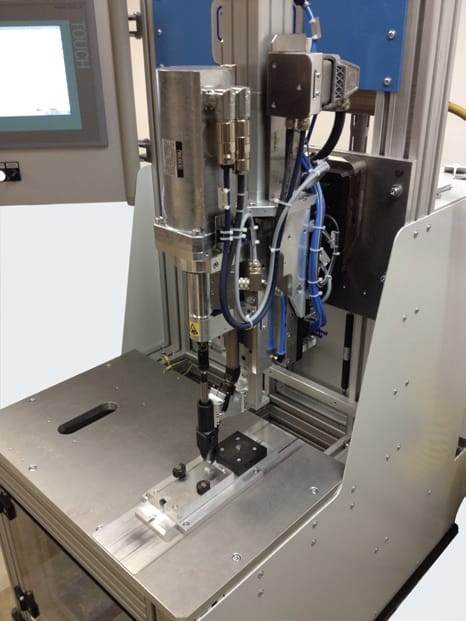
FDS® installation equipment is commonly paired with robotics for pre-programmed locating and assembling joints in various spaces and positions.
Semblex has relationships with several installation equipment manufacturers and integrators that can assist you with selecting, building, and installing equipment.
Semblex can perform drive testing utilizing a test stand-mounted drive system.
Material coupons can be subject to validation testing to determine the feasibility of different material stacks and help develop appropriate program parameters.
Tensile test equipment can also gather peel-and-shear performance data.
Please contact Semblex Engineering Services to discuss any testing needs you may have.
![]()