![]()
Optimized Thread Forming Fastener for High-Strength Steels

Ability to form threads in high-strength steels
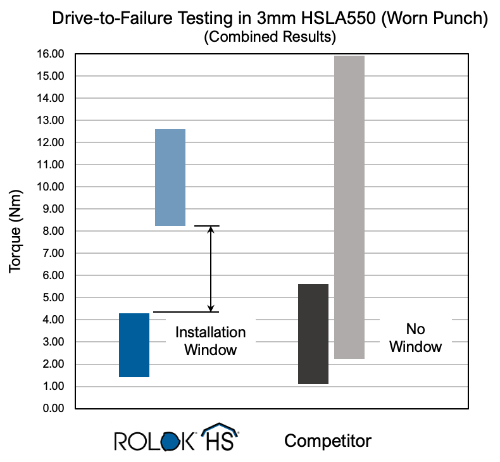
High stripping torque typical of round body fasteners
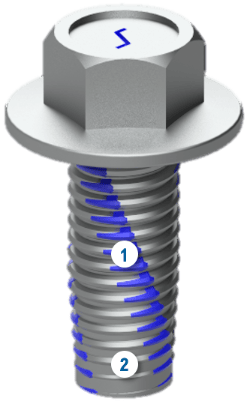
Low thread forming torque due to proprietary Rolok® feature
Reduced required end load for improved assembly ergonomics
Increased torsional strength for thread forming in thick steel materials
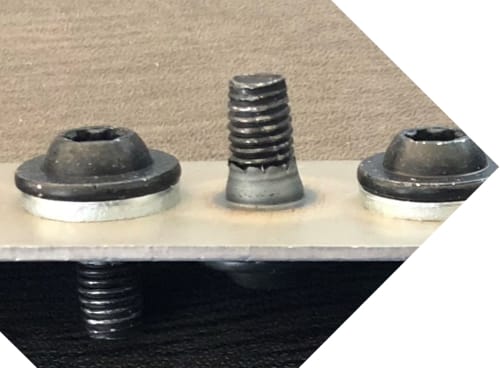
Large upper flank angle changes thread loading from shear to compression eliminating thread collapse
Proprietary torque reducing Rolok® feature innovatively adapted for high-strength steels
Formed threads will accept standard machine screws
Round body allows for thread rolling into asymmetrical holes
Available in short point configurations
What screws are used in High-Strength Steel (HSS) and Advanced High-Strength Steel (AHSS)?
Rolok® HS® Rolok HS utilizes an innovative thread design capable of forming threads upwards of 1200 MPa tensile strength into steels.
Is a small sample of screws available for testing in High-Strength Steel (HSS) and Advanced High-Strength Steel (AHSS)
Semblex offers Rolok® HS® screws for testing purposes with metric sizes ranging from M4-M10, with others available upon request.
Semblex’s innovative Rolok HS® design has been specifically developed for the joining of high-strength steels. Its unique compound thread angle provides exceptional assembly performance while overcoming thread damage and collapse that plague traditional thread rolling screws.
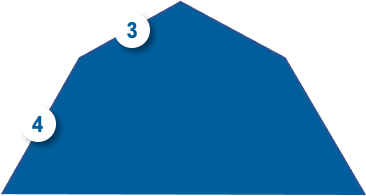 A large upper flank angle increases compressive strength and reduces shear loading, preventing thread collapse.
A large upper flank angle increases compressive strength and reduces shear loading, preventing thread collapse.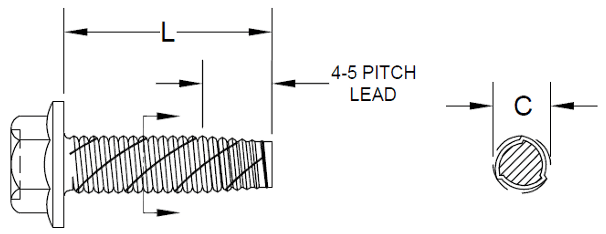
Rolok HS® hole sizing is application-dependent; please contact Semblex Engineering Services for details.
|
Screw Length (L) |
Tolerance |
|
Up to 20mm |
+0.0/-0.8 mm |
|
Over 20mm to 40mm |
+0.0/-1.3 mm |
|
Over 40mm |
+0.0/-1.5 mm |
|
Screw |
Circumscribing Diameter (C) |
|
|
Max |
Min |
|
|
M4-0.7 |
4.09 |
3.93 |
|
M5-0.8 |
5.09 |
4.94 |
|
M6-1.0 |
6.10 |
5.95 |
|
M8-1.25 |
8.13 |
7.98 |
|
M10-1.5 |
10.15 |
9.98 |
HEAT TREATMENT
HEAT TREATMENT Case hardening is considered for non-safety critical applications when the mating material is 800 MPa tensile strength or less. All other applications should utilize hardening with induction-hardened lead threads.
FINISH
Various coating and plating options are available to meet specific customer requirements for corrosion and joint performance.
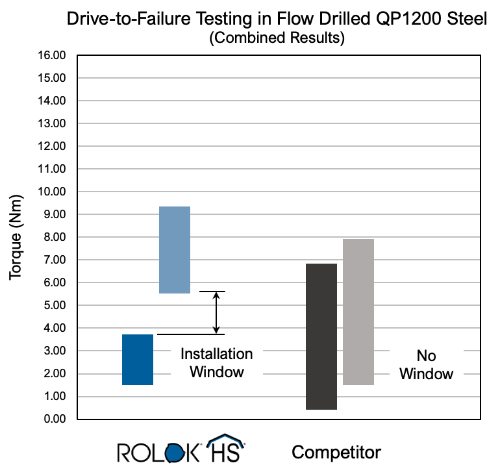
Fasteners:
Heat Treat:
Hole Diameter:
Speed:
Number of Tests:
M5-0.8 X 12mm
Induction Hardened
4.60, 4.65, 4.70mm
225 RPM
90 Per Fastener
30 Per Hole Dia.
Fasteners:
Heat Treat:
Hole Diameter:
Speed:
Number of Tests:
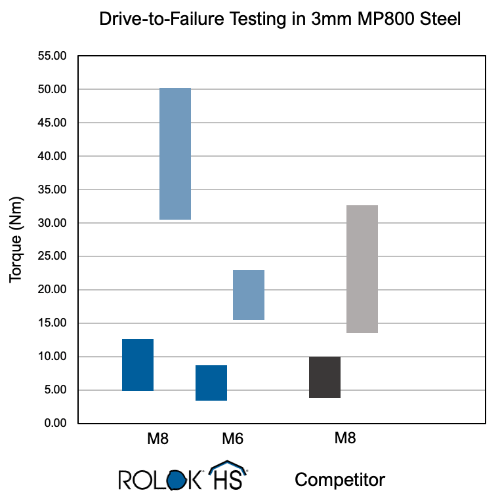
M8-1.25 X 30mm
M6-1.0 X 20mm
Induction Hardened
RHS M8: 7.40, 7.60mm
RHS M6: 5.55, 5.69mm
Comp M8: 7.30, 7.50mm
150 RPM
60 Per Fastener
30 Per Hole Dia.

Fasteners:
Heat Treat:
Hole Diameter:
Speed:
Number of Tests:
M8-1.25 X 30mm
M5-0.8 X 12mm
Induction Hardened
RHS M8: 7.40, 7.60mm
RHS M5: 4.53, 4.67mm
Comp M8: 7.30, 7.50mm
225 RPM
60 Per Fastener
30 Per Hole Dia.
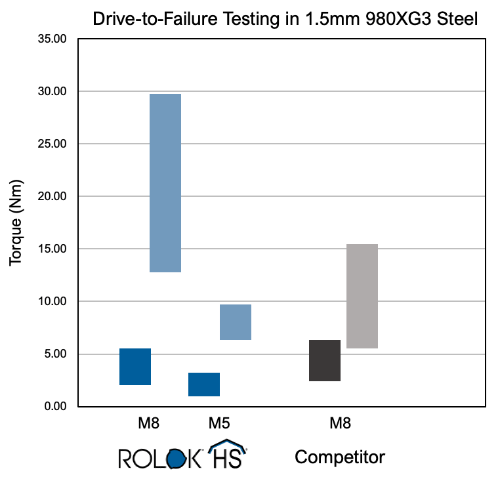
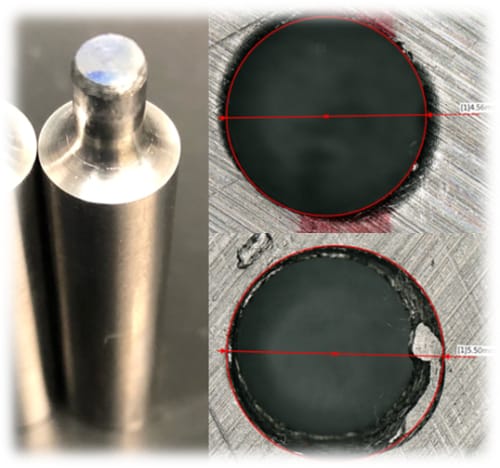
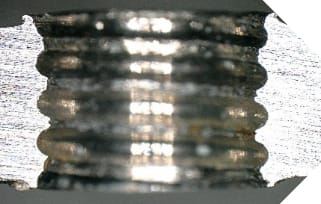
Image of worn punch and resultant holes used for testing.
Fasteners:
Heat Treat:
Hole Diameter:
Speed:
Number of Tests:
M5-0.8 X 12mm
Case Hardened
4.53, 4.60, 4.67mm
225 RPM
90 Per Fastener
30 Per Hole Dia.