
High Strength Thread Form for Thermoplastics
Reduced radial stress allowing for smaller bosses
Helps to reduce vibrational loosening
Possible repeat assembly into joint
Unique radius flank thread form
Asymmetrical thread with thin angled tip
Larger core for higher torsional strength
REMFORM® II™ “HS” fasteners were developed to combine the features of REMFORM® II™ and REMFORM® II™ “F” fasteners with an optimized gap between the threads and core diameter.
The optimized pitch distance, in combination with an optimized core diameter, allows a better flow of the mating plastic material downwards toward the load flank and will accept a higher amount of material between the flanks. This reduces the risk of overstressing and cracking of the plastic material, particularly during the assembly process. The optimized core diameter provides higher torsional strength and is advantageous when the fastener is used in higher-strength or fiber-reinforced materials. In applications requiring higher axial thread engagement, the optimized pitch allows more threads to contact the plastic material.
In addition to specific dimensional parameters, the REMFORM® II™ “HS” fastener comprises the Unique Radius Flank™ asymmetrical thread design, which is the standard for all REMFORM® fasteners. The asymmetrical thread minimizes radial hoop stress and reduces the risk of boss bursting. In addition, the narrow and radius-shaped tip angle decreases the stress in the mating material.




Metric Series
|
SIZE |
PITCH |
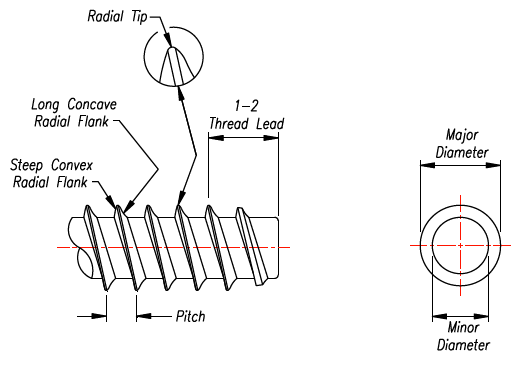
MAJOR DIA. |
MINOR DIA. |
|
|---|---|---|---|---|
|
Max. |
Min. |
|||
|
2.0 |
0.78 |
2.08 |
2.00 |
1.28 |
|
2.2 |
0.85 |
2.28 |
2.20 |
1.43 |
|
2.5 |
0.95 |
2.60 |
2.50 |
1.64 |
|
3.0 |
1.12 |
3.10 |
3.00 |
2.01 |
|
3.5 |
1.29 |
3.60 |
3.50 |
2.37 |
|
4.0 |
1.46 |
4.10 |
4.00 |
2.73 |
|
4.5 |
1.63 |
4.60 |
4.50 |
3.09 |
|
5.0 |
1.80 |
5.15 |
5.00 |
3.43 |
|
6.0 |
2.14 |
6.15 |
6.0 |
4.16 |
|
7.0 |
2.48 |
7.18 |
7.00 |
4.86 |
|
8.0 |
2.82 |
8.18 |
8.00 |
5.58 |
|
9.0 |
3.16 |
9.25 |
9.00 |
6.28 |
|
10.0 |
3.50 |
10.25 |
10.00 |
7.00 |
Dimensions in mm
Note: Sizes 1.0 - 1.8 are available upon request
RECOMMENDED HOLE SIZES
|
Material |
H |
|---|---|
|
PP |
0.75 |
|
PE |
0.75 |
|
PA (Nylon 6 / 6.6) |
0.75 |
|
ABS / PC Blend |
0.75 |
|
ASA |
0.75 |
|
ABS |
0.75 |
|
PVC (rigid) |
0.80 |
|
SAN |
0.80 |
|
PS |
0.80 |
|
PBT |
0.80 |
|
PET |
0.80 |
|
PC |
0.80 |
|
PPO |
0.80 |
|
PET 30% GF |
0.80 |
|
PC 30% GF |
0.82 |
|
PPO 30% GF |
0.82 |
|
PA 6 30% GF |
0.85 |
|
PBT 30% GF |
0.85 |
SUGGESTED BOSS CONFIGURATION
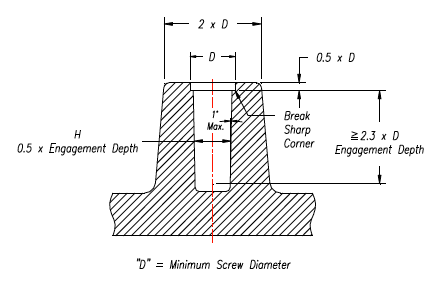
Hole sizes for the plastics listed in the table are derived by multiplying the minimum screw diameter by the factor listed in the table. The resulting hole size should be considered a starting point, which may need adjustment due to specific application conditions.
 Reduced Hoop Stress
Reduced Hoop Stress
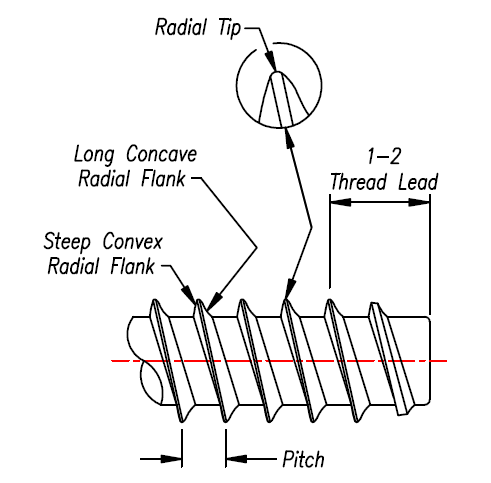
The radial tip thread crest of REMFORM® II™ “HS” screws reduces sharp corners, which reduces radial hoop stress in the plastic caused by thread forming.
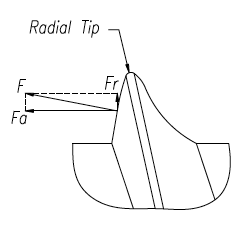
When a threaded fastener is tightened, nearly all of the axial tightening load, designated F, is opposed by the trailing or pressure flank of the screw and the mating thread flank of the internal thread. The steep pressure flank transfers most of the resultant tightening load in the axial direction, Fa, minimizing boss bursting tendencies created by the radial force, Fr. The axial force, Fa, is over 4.5 times greater than Fr, the radial force.
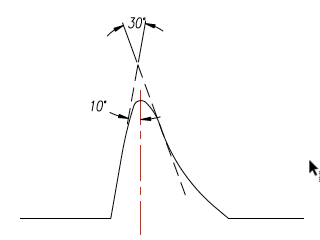
The REMFORM® II™ “HS” unique asymmetrical radius flank thread form has the thread-forming advantages of a 30° thread without the difficulty of manufacturing a 30° thread.
REMFORM® II™ “HS” screws employ the Unique Radius Flank™ asymmetrical thread form shown in the drawing to the right. The leading thread flank is most influential in forming the mating thread. The intercepting radius form on the leading flank is there to promote efficient material displacement and material flow. The pressure flank that opposes the fastener head is engineered to resist pull-out forces, whether they are applied by a tensile load or induced by torque. The steep pressure flank has a subtle radius designed to increase resistance to pullout and to efficiently develop tension. It also provides excellent material contact, resulting in a high resistance to the stripping of internal threads. In applications where the failure mode is fastener fracture, the high torsional strength of REMFORM® II™ “HS” fasteners ensures a high failure torque. This unique thread and its narrow tip angle efficiently displace material, requiring minimal energy to form an internal thread. The tip also utilizes a radius to create the internal thread without increasing hoop stress in the plastic.

Radius Flank Thread Form for Thermoplastics

For Magnesium, Aluminum & Reinforced Plastics

